
-
PRODUCTS
Biomass Screw Conveyor Carbonizer (Inner Indirect Heating)
Biomass Rotary Kilns Carbonizer (Inner Indirect Heating)
Biomass Rotary Kilns Carbonizer Torrefaction (Inner Indirect Heating)
- NET-ZERO
- TECHNOLOGY
- PROJECT
- COMPANY
- CONTACT US
- POWERMAX-GROUP

.webp?x-oss-process=image/resize,w_800/quality,q_100)
.webp?x-oss-process=image/resize,w_800/quality,q_100)
.webp?x-oss-process=image/resize,w_800/quality,q_100)
.webp?x-oss-process=image/resize,w_800/quality,q_100)
English
Pyrolysis Machine for Biochar: Unlocking Value from Biomass Waste
Nov 24, 2025
Pyrolysis Machine for Biochar: Unlocking Value from Biomass Waste
 |
Biochar production stands as a powerful technology for carbon sequestration and waste valorization. A modern pyrolysis machine for biochar is designed to efficiently convert a wide range of agricultural residues:including wood, nut shells, livestock manure, straw, and crop stalks:into a high-value commercial product. With global demand for biochar rising, leveraging advanced pyrolysis technology is key to tapping into this growing market. |
The Core of Production: The Pyrolysis Reactor for Biochar
At the heart of the conversion process lies the pyrolysis reactor for biochar. Using a screw conveyor system for carbonization represents one of the most straightforward, quantifiable, and cost-effective carbon capture and storage technology paths available today. The biomass pyrolysis process occurs at high temperatures, typically between 350°C and 900°C, releasing significant heat. An efficient pyrolysis reactor for biochar is designed not only to facilitate this transformation but also to capture and reuse the excess energy, which would otherwise be lost to the environment. This approach to pyrolysis biochar production turns waste heat into a valuable asset, stabilizing long-term operating costs by reducing reliance on grid electricity.
Generating Power from Process Heat
The Pyrogreen carbonization system uses advanced thermochemical conversion technology and combines a patented high-temperature resistant screw transport reactor to convert various biomass into high value-added green biochar. As the core equipment of carbonization, the modular pyrolysis system is specially designed for distributed processing scenarios. It has both carbon removal and energy recovery functions. In addition to carbon sequestration, it can also produce renewable synthetic gas.
Enhancing Value with Biochar Carbon Credits
The production of pyrolysis biochar is a recognized industrial carbon sequestration solution. Organic raw materials like wood, manure, and straw are rich in carbon, making them ideal for carbon capture. The permanence of carbon stored in biochar gives it a significant advantage in carbon credit markets. To obtain these credits, projects must utilize sustainable biomass, operate standardized pyrolysis equipment, and complete registration with a carbon credit agency. The market outlook is strong, with demand for biochar carbon credits projected to grow substantially in the coming decade.
|
Planershavings |
 Woodpelletsfines Woodpelletsfines |
 Bark Bark |
 Teawaste Teawaste |
|
|
EmptyFruitBunch |
 Cottonstalk Cottonstalk |
 Corncob Corncob |
 Woodchips Woodchips |
 Cornstraw Cornstraw |
 Ricehusk Ricehusk |
 Coconutshell Coconutshell |
 Charcoalforest Charcoalforest |
 Bambooslices Bambooslices |
 Bambooprocessingwaste Bambooprocessingwaste |
 Bagasse Bagasse |

 Grainstraw
Grainstraw
System Compatibility and Industrial Scale
Each automated pyrolysis unit from Pyrogreen is engineered for high-temperature operation, often exceeding 700°C, creating ideal conditions for waste heat recovery. Our modular pyrolysis system can process diverse feedstocks, from agricultural and forestry residues to livestock manure. According to market research, the global biochar market is expected to grow significantly, supported by renewable energy policies that recognize biochar as a viable carbon capture pathway.
Introducing the PyroGreen Continuous Pyrolysis Machine
PyroGreen Technology specializes in transforming biomass into high-value green carbon products through advanced thermochemical processes. Our solutions are centered on a sophisticated continuous pyrolysis machine that ensures efficiency and reliability.
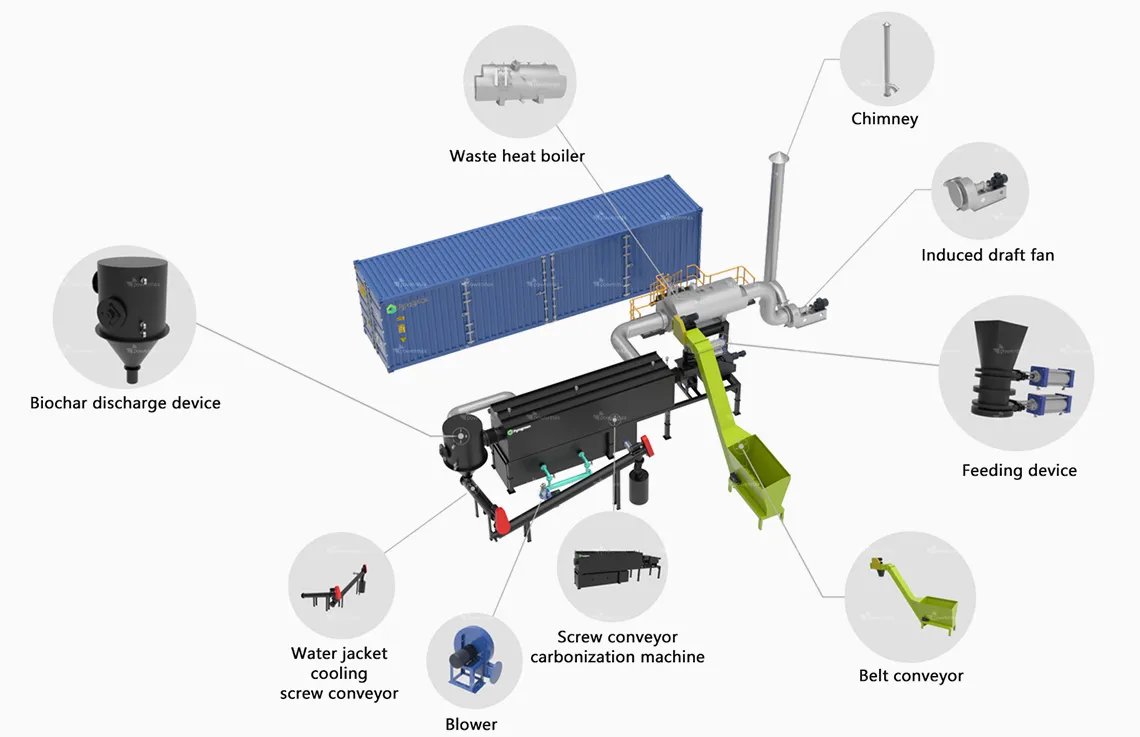
Externally Fired, Externally Heated Spiral Carbonization Furnace
Process Overview
As a leader in thermochemical processing, PyroGreen provides customized screw-conveyor carbonization systems. This biomass pyrolysis process, sometimes termed roasting, converts biomass into high-quality biochar and requires deep expertise. Our specialists design the optimal modular pyrolysis system based on your specific raw material characteristics.
-
Feeding: Biomass is transported via belt conveyor into the screw carbonization machine.
-
Pyrolysis: The material is heated externally in an oxygen-free environment to produce biochar and syngas.
-
Combustion: An adiabatic chamber burns the syngas to provide continuous heat for the system.
-
Cooling: Biochar is rapidly cooled through a water-jacketed screw conveyor for safe discharge.
-
Heat Recovery: High-temperature exhaust passes through a waste heat boiler before being discharged via an induced draft fan.
System Advantages
Modular Design: Our modular pyrolysis system allows for easy transportation, swift installation, and scalability.
High Thermal Efficiency: The design of our pyrolysis reactor for biochar ensures superior heat transfer, guaranteeing high biochar yield and quality.
Clean Operation: The process generates no tar or liquid waste, making it an environmentally sound automated pyrolysis unit.
Full Automation: The continuous pyrolysis machine operates with minimal manual intervention, ensuring consistent output and safety.
Low Emissions: The system maintains extremely low emissions of nitrogen oxides, carbon monoxide, and particulate matter.
By integrating an automated pyrolysis unit like PyroGreen's continuous pyrolysis machine, producers can achieve a sustainable, profitable, and scalable operation for producing high-quality biochar.
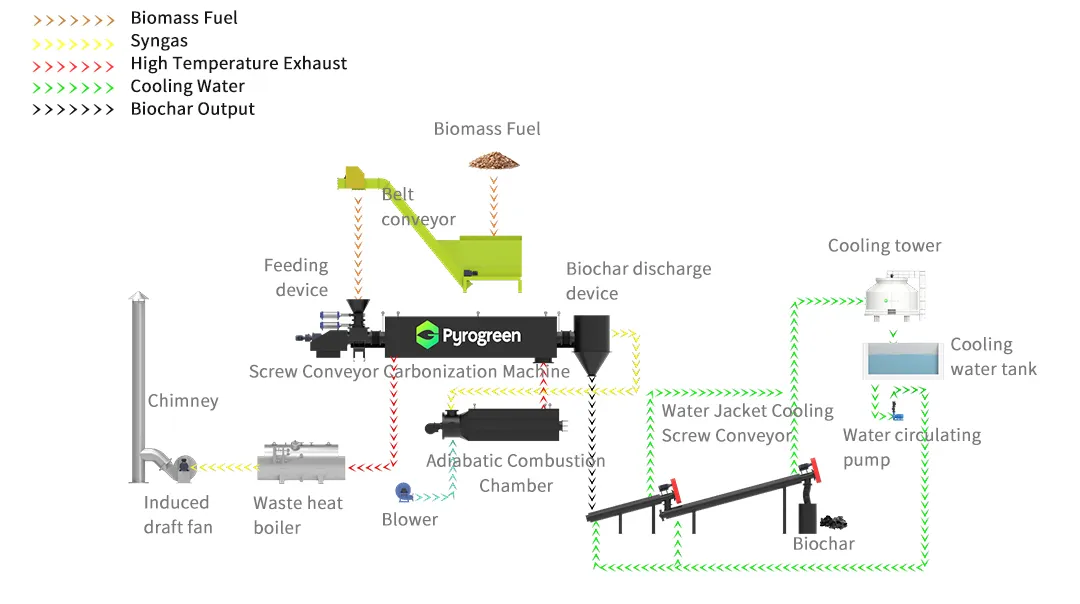
Internal Combustion Spiral Carbonization Furnace

Process Overview
-
Feeding: Biomass is delivered via a belt conveyor into the screw carbonization machine.
-
Internal Heating: Air is introduced by blowers to support partial internal combustion; the flame and hot syngas directly contact the material for high-efficiency carbonization.
-
Cooling: The hot biochar is processed through a water-cooled scraper conveyor, supported by a chilled water unit and circulating pump.
-
Discharge: Finished biochar is automatically packed into bulk bags.
-
Gas Treatment: Syngas/exhaust passes through a waste heat boiler for energy recovery and is discharged via an induced draft fan and chimney.
System Advantages
High Thermal Efficiency: Direct contact between the combustion flame and the material minimizes heat loss and speeds up the process.
Advanced Sealing: Features a robust feeding and discharge system that prevents material leakage and dust dispersion.
Eco-friendly Emissions: The furnace chamber ensures full combustion of flue gases, achieving clean discharge and reducing gas treatment costs.
Integrated Cooling: Equipped with a dedicated chiller and scraper system to ensure biochar reaches safe handling temperatures immediately.
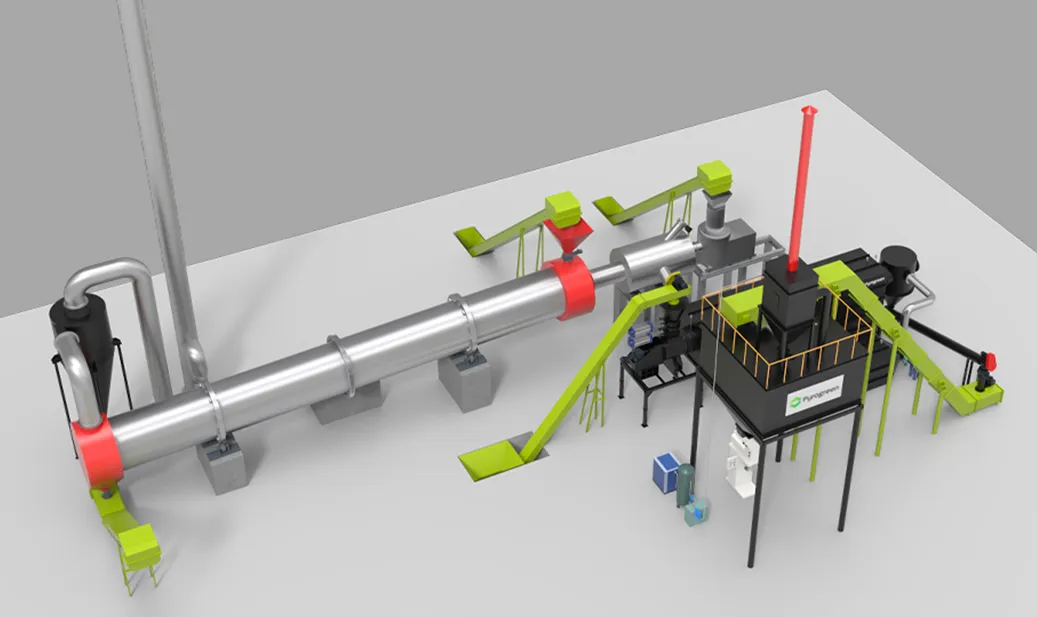
Externally Fired and Externally Heated Rotary Drum Carbonization Furnace

Process Overview
-
Feeding: Biomass moves from the silo via belt conveyor into the rotary kiln through a specialized feeding device.
-
Carbonization: The material is processed in a rotating drum heated externally. This motion ensures uniform heating as biomass converts into biochar and syngas.
-
Heating: A dual fuel burner and adiabatic combustion chamber provide steady external heat, utilizing recycled syngas to maintain efficiency.
-
Cooling: The biochar is discharged into a water-cooled scraper conveyor for rapid temperature reduction.
-
Energy Recovery: High-temperature exhaust is directed through a waste heat boiler for secondary energy use before being vented via an induced draft fan.
System Advantages
Uniform Pyrolysis: The rotary drum design ensures constant material tumbling, leading to more consistent biochar quality compared to static systems.
Adiabatic Efficiency: The insulated combustion chamber ensures full syngas burning, lowering fuel consumption and tail-gas treatment costs.
Precise Thermal Control: Accurate monitoring of the jacket temperature allows for optimized carbonization and flexible volatile matter control.
Eco-Friendly Design: Staged combustion technology significantly reduces $NO_x$ emissions, meeting strict environmental standards.
Superior Sealing: High-grade sealing at both ends prevents air ingress and dust leakage, ensuring process safety and a clean workspace.
Internal Heating Rotary Drum Carbonization Furnace

Process Overview
-
Feeding: Biomass fuel is delivered via a belt conveyor into the rotary drum type carbonization furnace.
-
Carbonization: Material is heated internally within the rotating drum. Syngas is extracted under micro-negative pressure to the center tube for combustion, providing direct heat.
-
Cooling & Packing: The biochar is cooled by a water-cooled scraper conveyor (supported by a chilled water unit) and then discharged into bulk bags.
-
Heat Recovery: High-temperature flue gas from the center tube enters a waste heat boiler for energy recovery.
-
Emission: An induced draft fan draws the treated gas through a chimney for clean discharge.
System Advantages
Optimized Gas Treatment: Utilizes micro-negative pressure to draw syngas into the center tube, reducing contact between hot gas and biochar, which significantly lowers PAHs (Polycyclic Aromatic Hydrocarbons) content.
Large-Scale Production: The internal heating design allows for higher throughput and larger capacity, making it cost-effective for high-volume operations with low transportation costs.
Enhanced Thermal Efficiency: Heat exchange through the center tube minimizes heat loss and ensures uniform heating, resulting in high-temperature flue gas that improves waste heat boiler recovery efficiency.
Eco-Friendly Emissions: Ensures full combustion of flue gases within the system, achieving clean discharge and environmental compliance.
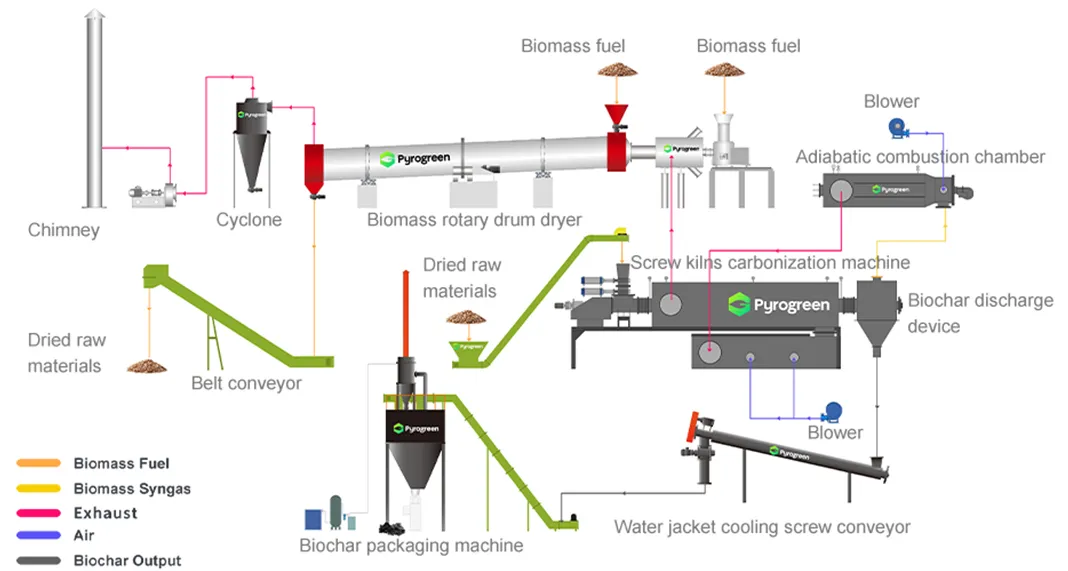
Externally Fired, Externally Heated Spiral Carbonization Furnace

Process Overview
-
Feeding & Pre-drying: Biomass fuel is fed via a belt conveyor into the system. High-moisture materials are processed in a integrated drying chamber first to remove water content.
-
Internal Combustion: A biomass burner at the rear ignites the process. The material comes into direct contact with high-temperature flue gas, triggering efficient carbonization.
-
Carbonization: Inside the rotary drum, the rotating action ensures the material is evenly exposed to heat as it converts into biochar.
-
Discharge: Finished biochar is transported out via a discharge belt conveyor for collection.
-
Heat Recycling: Syngas generated is directed to a waste heat boiler for energy recovery and then vented through an induced draft fan and chimney.
System Advantages
Superior Thermal Efficiency: Direct contact between the material and high-temperature flue gas significantly boosts heat utilization and lowers energy consumption.
Wet Material Handling: Capable of processing raw materials with a 30%–50% moisture content, providing great flexibility for various feedstock types.
Integrated Drying Design: The specialized drying chamber utilizes direct flame and syngas heat to quickly dry materials before they enter the pyrolysis stage, optimizing the entire workflow.
Biomass Burner Configuration: Equipped with a rear biomass burner, allowing the system to start up using biomass instead of fossil fuels (like diesel), enhancing both sustainability and economy.
High Flexibility: Adaptable to diverse raw material requirements, making it a versatile solution for different industrial biomass waste streams.
Featured Projects
Discover our global biochar and carbon credit projects that demonstrate the practical application and financial benefits of pyrolysis technology.
 |
 |
Carbon Asset Development Project – Malaysia 2MW Biomass (EFB) Gasification Heating ProjectProject OverviewThe Malaysia Biomass Gasification Heating Project involves the installation of one set of Powermax®TFBG equipment. The produced syngas replaces diesel in diesel boilers for heating, with high-quality biochar as a by-product for agricultural applications. Project Data
|
Carbon Asset Development Project – Malaysia 3MW Biomass Gasification Power ProjectProject OverviewThis 3MW biomass gasification power project in Malaysia utilizes two sets of Powermax®TFBG equipment to generate electricity from syngas. The process yields high-quality biochar as a by-product for agricultural use. Project Data
|
 |
 |
Carbon Asset Development Project – Myanmar 12MW Biomass Gasification Power StationProject OverviewThe Myanmar Biomass Gasification Power Station project features twelve sets of Powermax®DFBG equipment generating electricity from syngas. The high-quality biochar by-product is utilized in fisheries feed and agricultural applications. Project Data
|
Carbon Asset Development Project – Indonesia 1MW Biomass Gasification Power StationProject OverviewThis Indonesian project employs two sets of Biowatt™500 equipment to generate electricity from syngas. The resulting high-quality biochar is applied in agricultural sectors, supporting sustainable farming practices. Project Data
|
Whether you need to deal with agricultural residues,industrial organic waste residue, or municipal sludge, based on spiral pyrolysis technology, we can provide you with highly matched personalized system solutions.
Please contact us today to start your efficient and environmentally friendly resource recycling project and turn waste materials into sustainable economic benefits!
Contact our engineering team for a complimentary feasibility assessment. We'll analyze your specific biomass streams and provide a detailed economic model showing potential returns,environmental impact, and implementation roadmap.
CONTACT US
Contact US
Product Information
Quantity
Unit
Piece
Support order samples, customization, wholesale direct, and complete payment. If the product you look for does not have corresponding customized content, pls fill out the form below to contact us, and we will reply ASAP.